






「無骨」という表現がピッタリな「Vintage Works」のベルトを今回は紹介します。
1992年に、それまでのベルト作りの常識を覆し、製造方法、加工技術、バックルなど金属パーツの開発に至るまで、他に無いオリジナリティーを持った製品開発を開始しました。
アメリカ屋の多くのお客様にご愛用頂ける理由はそこにあります。
見た目だけでない、クォリティーに拘った「Vintage Works」の魅力をお伝えします。
ベンズレザー

「Vintage Works」はベンズレザーを使用しています。
ベンズレザーとは牛の腰からお尻部位にかけての部分です。
馬革のコードバンに当たる部位で、牛革の中でも最高ランクに属します。 その厚さは約7mm。
本来は革靴の底に使われるような革を装着感や耐久性を考慮して5mm前後に漉(す)いて使用します。
一般的には1枚の革で25~30本のベルトが生産されますが、「Vintage Works」は1枚の中でも厳選した部分しか使用しないので、15本程度しか生産できません。
原産は北米。厚革に対応できる国内の数少ないタンナー※にて、「Vintage Works」専用で時間を掛けて鞣(なめ)しています。 今では一般的になったベンズレザーですが、ただ厚いだけで粗悪なものも多く見かけるようになりました。 厚いから「良い革、長持ちする」ではなく、じっくり鞣(なめ)された繊維質が詰まった革が本来のベンズレザーです。
※タンナー
皮を革にする人・会社・所の事を言います。
鞣し革業者、皮革製造業者とも言われます。
カッティングダイ
カッティングダイとは、裁断してから染色することです。
一般的には革を染めてから裁断します。しかし「Vintage Works」では裁断した後に
1本ずつ染め上げます。これは染料が自然に全ての裁断面に入り込み、革に躍動感を持たせるためです。
1本1本違う表情を見せる仕上がり。同じ表情の物は存在しません。
「Vintage Works」が妥協を許さない物づくりへの表れです。

各モデルのサイズに合わせて裁断機で裁断します。

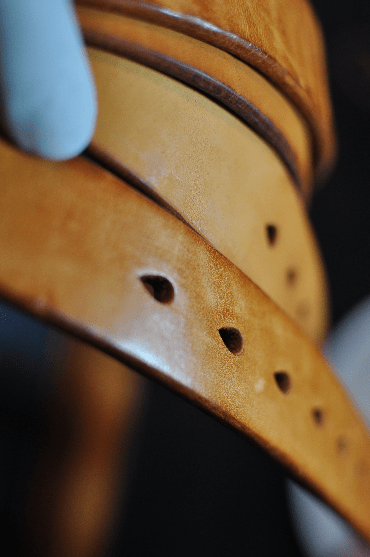
コバ(裁断面)はただ角を落として磨くのではなく、「斜めに丸く」また「やや粗めに」磨いてます。
同業他社から「どうやって仕上げしているの?」と聞かれる程「Vintage Works」ならではの技術です。
この技術によって、コバ部分に膨らみ感が生まれ、重厚感が得られます。
他社とは違い、ピンホールは染める前に開けます。
これによってピンホールの断面にも染料が自然に入り、ベルトの着脱を繰り返しても色が抜けません。
このような手間の掛かる工程によって「Vintage Works」の持つ無骨さが生まれているのです。

裁断後にも職人によって入念に革のチェックを行います。基準に達していない革は製品化されません。


1本ごとに染め上げます。染色後の乾かす工程も、1枚革を染めて乾かすよりも、場所と手間がかかります。
拘りはバックルにも及びます。
皆さんは違うブランドのベルトでも同じバックルだったりするのを見かけた事があるかと思います。
これは付属屋で一般的に売られている物を使用しているからで、この方がコストが掛からないのです。
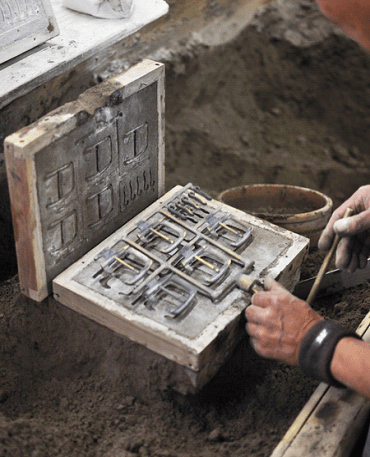
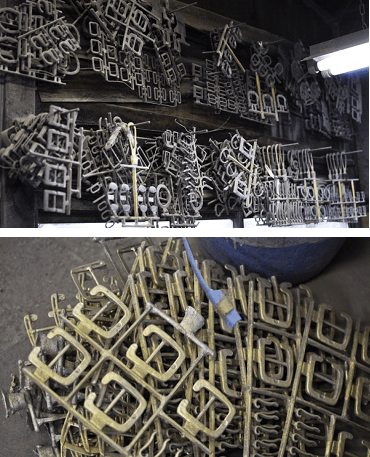
しかし「Vintage Works」は全て型からオリジナルで制作しています。
素材は耐久性を考え真鍮製です。真鍮鋳物という製法で制作しています。真鍮の上に金や銀のメッキを施しています。
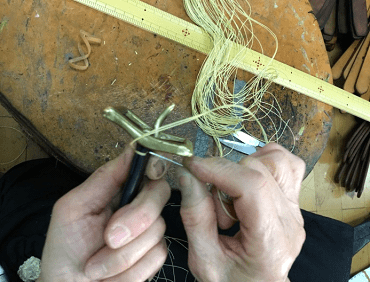
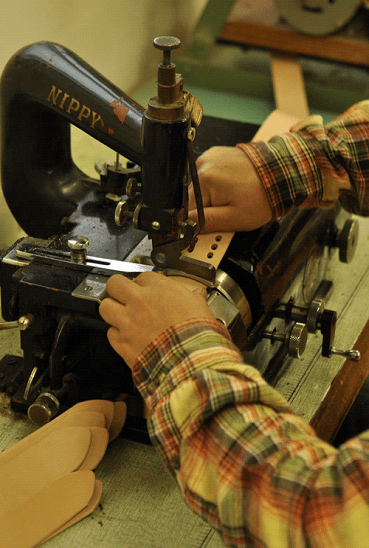
バックルの縫い付けは、アメリカ製のWAXコートされた糸を使用して1本ずつ手作業で縫い上げます。
この糸はブーツの底などにも使用される強度の高い糸です。
革部分のメンテナンスの際、同時に保湿する事で耐久性が更に上がります。
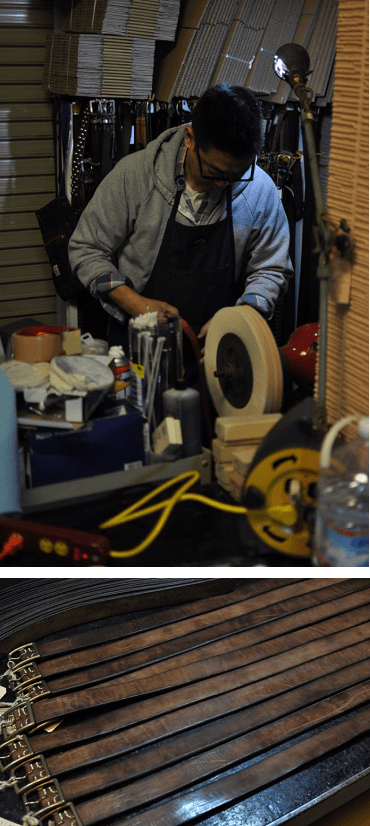
出荷前に最終仕上げを行います。
銀メッキのバックルはシルバーの様に黒くなってしまうので、1個ずつ手作業で磨き上げます。
ピカピカにするのではなく、バックルの表面に「明暗」を付ける事がポイントです。
同時に革部分も「明暗」が付くように1本1本磨き上げます。
これも熟練の職人にしかできない技です。

「Vintage Works」のベルトは、すべてこの缶に入って販売されます。
缶も当然オリジナルです。この缶を見ただけで「Vintage Works」のモノ作りに対しての考え方が伺えます。
いかがでしたか?「Vintage Works」のベルトは、製造工程の一つ一つが非効率なことばかりです。非効率だからこそ職人たちの手の温もりが伝わってきます。
革製品は長く愛用したいものです。また長く使うことで経年変化を楽しめます。
一度「Vintage Works」のベルトを店頭に見に来て下さい。きっと納得してもらえることでしょう。
